- Языки для программирования обработки
- Оглавление
- Как программируют станки на заводах
- Что такое станки с ЧПУ
- Что на производстве можно запрограммировать
- Как пишутся программы для ЧПУ
- На чём пишут такие программы
- Как выглядит программа для ЧПУ
- Особенность программирования станков
- Получается, это такое же программирование и алгоритмы, как и на других языках?
Языки для программирования обработки
С момента появления первых станков с ЧПУ до внедрения новейших обрабатывающих центров появились различные языки для программирования обработки. Сегодня программирование в G- и М-кодах является наиболее популярным. Язык G- и М-кодов основывается на положениях Международной организации по стандартизации (ISO) и Ассоциации электронной промышленности (EIA). Официально этот язык считается стандартом для американских и европейских производителей оборудования с ЧПУ, и иногда его называют «ИСО 7 бит». Однако производители систем ЧПУ хоть и придерживаются этих стандартов для описания основных функций, но допускают вольности и отступления от правил, когда речь заходит о каких-либо специальных возможностях своих систем.
Оглавление
- Основы числового программного управления
- Автоматическое управление
- Особенности устройства и конструкции фрезерного станка с ЧПУ
- Функциональные составляющие (подсистемы) ЧПУ
- Языки для программирования обработки
- Процесс фрезерования
- Режущий инструмент
- Вспомогательный инструмент
- Основные определения и формулы
- Рекомендации по фрезерованию
- Прямоугольная система координат
- Написание простой управляющей программы
- Создание УП на персональном компьютере
- Передача управляющей программы на станок
- Проверка управляющей программы на станке
- Советы по технике безопасности при эксплуатации станков с ЧПУ
- Нулевая точка станка и направления перемещений
- Нулевая точка программы и рабочая система координат
- Компенсация длины инструмента
- Абсолютные и относительные координаты
- Комментарии в УП и карта наладки
- G- и М-коды
- Структура программы
- Слово данных, адрес и число
- Модальные и немодальные коды
- Формат программы
- Строка безопасности
- Ускоренное перемещение – G00
- Линейная интерполяция – G01
- Круговая интерполяция – G02 и G03
- Введение
- Останов выполнения управляющей программы – М00 и М01
- Управление вращением шпинделя – М03, М04, М05
- Управление подачей СОЖ – М07, М08, М09
- Автоматическая смена инструмента – М06
- Завершение программы – М30 и М02
- Основные принципы
- Использование автоматической коррекции на радиус инструмента
- Активация, подвод и отвод
- Подпрограмма
- Работа с осью вращения (4-ой координатой)
- Параметрическое программирование
- Методы программирования
- Что такое CAD и САМ?
- Общая схема работы с CAD/САМ-системой
- Виды моделирования
- Уровни САМ-системы
- Геометрия и траектория
- Алгоритм работы в САМ-системе и постпроцессор
- Ассоциативность
- Пятикоординатное фрезерование и ЗD-коррекция
- Высокоскоростная (ВСО) и высокопроизводительная обработка
- Критерии для оценки, сравнения и выбора CAM-систем
© 2015-2022 Планета CAM
Информационно-аналитический электронный журнал «Планета CAM» (12+)
Адрес редакции: 192102, г. Санкт-Петербург, ул. Фучика д. 4, литер К
Главный редактор: Ловыгин А. А.
Контактная информация: Тел. +7 (812) 408-77-17, Email: mail@planetacam.ruКак программируют станки на заводах
Программисты востребованы везде, даже на производстве. Дело в том, что изготавливать каждую деталь вручную долго, поэтому нужна автоматизация. А где автоматизация, там программы и алгоритмы. Сегодня покажем вам направление в ИТ, о котором мы ещё не говорили: программирование станков с ЧПУ.

Что такое станки с ЧПУ
Чтобы понять, что такое станок с ЧПУ, нужно сначала понять, что такое обычный станок, например токарный. У тебя есть некая металлическая заготовка, например цилиндр. Ты закрепляешь его на станке. Место закрепления начинает вращаться (это место называют шпинделем), вместе с ним вращается закреплённая заготовка, а токарь с помощью специального резца может вырезать из заготовки деталь нужного размера и формы. Пока что всё вручную.
Теперь берём этот же станок, но делаем так, чтобы резцы ездили сами в разных плоскостях. Вешаем всевозможные датчики — скорости вращения, температуры и нажима. И делаем так, чтобы деталь вытачивал не токарь, а сам станок.
Чтобы управлять таким автоматическим станком, нужен некий управляющий модуль — который заставит заготовку вращаться, а резцы ездить в нужные стороны. Вот этот блок и называют блоком ЧПУ — числового программного управления.
Каждый блок ЧПУ соединён со всеми основными частями станка, чтобы ими можно было управлять или контролировать их состояние. Например, в токарном станке ЧПУ будет следить:
- за скоростью вращения заготовки,
- направлением вращения,
- положением резцов,
- температурой режущей кромки,
- температурой детали,
- силой нажима резца на деталь,
- перемещениями резцов и направляющих.
Блоки ЧПУ нужны для того, чтобы автоматизировать работу станка. Ты программируешь, что куда должно ездить и как вращаться, а станок это исполняет.
Что на производстве можно запрограммировать
Запрограммировать можно всё, в чём есть блок ЧПУ — хоть станок для работы по дереву, хоть установку для лазерной резки, хоть манипулятор с точечной сваркой. Главное, чтобы нужные части производственного агрегата были снабжены приводами и датчиками.
Привод — это то, что заставляет что-либо двигаться. Например, чтобы сделать роборуку, нужно 5–6 приводов, которые будут приводить в движения сочленения роборуки. Приводу можно сказать: «Разогнись на столько-то градусов» или «Повернись так-то», и он будет приводить в движение то, что к нему присоединено.
Датчик — это штука, которая собирает какие-то данные. Например, скорость вращения, температуру, нажим, угол сгиба. Благодаря датчикам можно сказать: «разгибай привод такой-то, пока не почувствуешь датчиком нажима такую-то силу нажима».
Как пишутся программы для ЧПУ
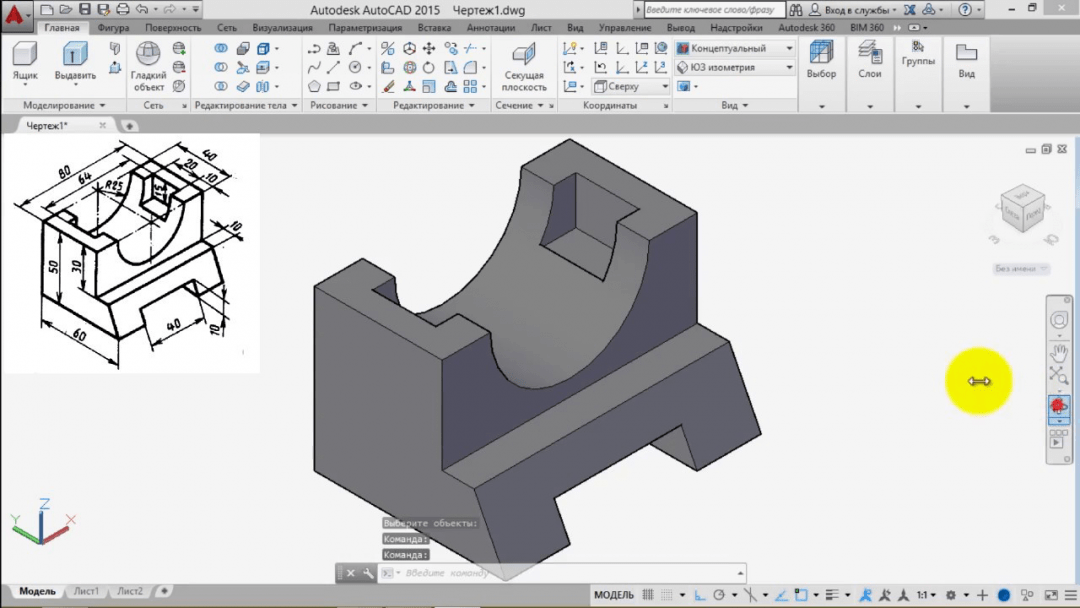
Есть два варианта: автоматически создать программу из макета детали или написать её с нуля.
Чаще всего используют первый вариант — сначала рисуют в деталь в 3D (для этого есть специальный софт), а потом программа сама формирует нужный код для станка, чтобы получилась нарисованная деталь. Минус такого подхода в том, что код может получиться неоптимальным: будет выполняться слишком долго или в процессе получается много отходов.
Второй подход — написать программу вручную с нуля. Для этого нужно идеально знать все параметры станка и возможные состояния каждого датчика. Это сложнее, зато даёт больший контроль над тем, как изготавливается деталь.
На практике обычно делают так: рисуют трёхмерную модель, выгружают на основе неё код для ЧПУ, а потом дорабатывают его, если требуется.
На чём пишут такие программы
Код для станков с ЧПУ пишут на языке программирования G-code. Это относительно общий стандарт для всех станков с ЧПУ, но детали, коды и последовательности у разных производителей отличаются. Проще говоря, нельзя просто так перенести программу со станка одной фирмы и запустить на станке другой фирмы — команды могут не совпасть.
Язык G-code так называется потому, что в нём почти все команды начинаются с буквы G, за которой идут числа — команды для станка. Ещё есть буква M — она используется для обозначения дополнительных кодов и O — для подпрограмм. Но это деление условно и может меняться у каждого производителя станков.
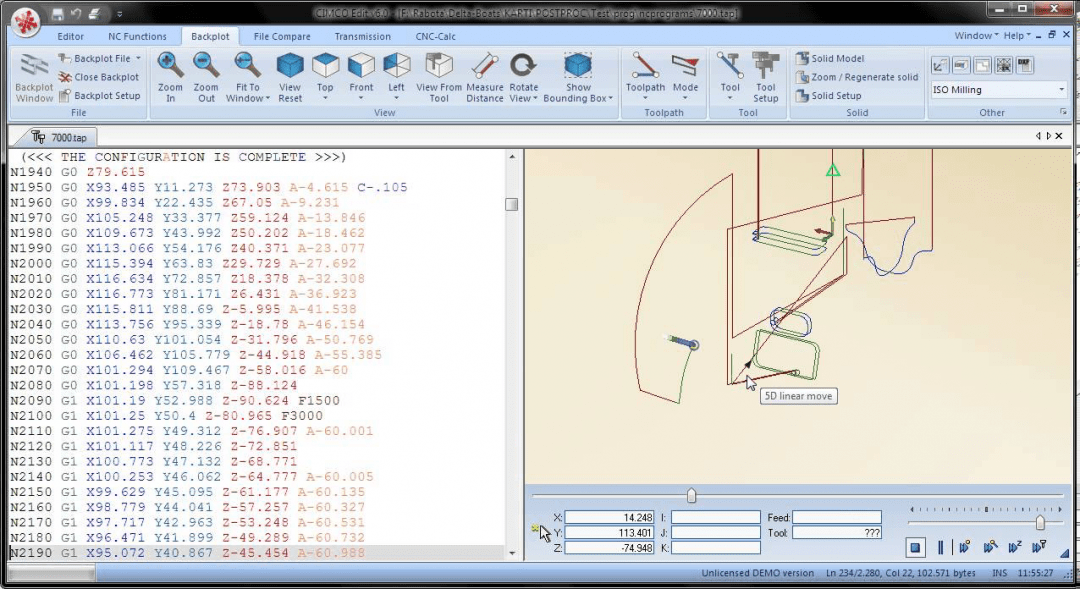
Как выглядит программа для ЧПУ
Если мы заглянем в код, то увидим такое:
N1 G17 G20 G34 G40
N2 T1 M16
N3 S8600 M2
N4 G54
N5 M8
…N-код отвечает за номер строки — они могут пригодиться, если нам нужно перепрыгнуть на какую-то определённую строку или пропустить часть команд. M отвечают за детали, например, команда N3 S8600 M2 означает, что нужно раскрутить рабочий шпиндель (за него отвечает M2) до скорости 8600 оборотов в минуту (команда S8600).
Так команда за командой станок выполняет определённые действия, и на выходе получается нужная нам деталь.
Особенность программирования станков
В отличие от компьютера, где для каждой программы и переменной выделяется новый и пустой участок памяти, в станках всё по-другому. Дело в том, что программа в момент запуска не знает, в каком положении находятся резцы, закреплены ли направляющие и так далее. Если просто запустить программу без подготовки, ЧПУ, например, может подвинуть ещё левее резец, который и так находится в самом левом положении, и тогда может сломаться привод или крепление резца.
Чтобы такого не было, перед каждым запуском в программу встраивают команды обнуления и инициализации, чтобы каждый элемент вернуть в исходное положение. Это лучше, чем просто проверить, что где находится — после обнуления мы точно будем знать, что все элементы станка находятся в известной нам позиции и программа сможет с ними правильно работать.
Также важно понимать, что станки работают с живым материалом: металлом, деревом, акрилом, камнем и т. д. Материал несовершенен, может иметь внутренние дефекты, может плавиться и трескаться. Резцы и шпиндели тоже сделаны из каких-то материалов, у которых есть пороги нагрева, прочности и скорости. Если в компьютерном коде ошибиться и вызвать переполнение памяти, то компьютер просто зависнет. Ты его перезагрузишь, и всё. А у станка можно сломать резец или повредить шпиндель. А стоит это хозяйство будь здоров.
Получается, это такое же программирование и алгоритмы, как и на других языках?
Независимо от того, программируем ли мы сервер или станки на заводе, в основе всего лежат алгоритмы: логика работы, переменные, циклы, подпрограммы и проверки условий. Поэтому если вы знаете, как устроены алгоритмы и можете программировать на любом языке программирования, то и освоить программирование для ЧПУ будет намного проще.
Главное — не перегрейте резец.
Изучите алгоритмы, чтобы легко проходить ИТ-собеседования и делать более совершенный софт. Старт — бесплатно. После обучения — помощь с трудоустройством.
В «Яндекс Практикуме» можно стать разработчиком, тестировщиком, аналитиком и менеджером цифровых продуктов. Первая часть обучения всегда бесплатная, чтобы попробовать и найти то, что вам по душе. Дальше — программы трудоустройства.